
For many craft breweries, sustainability is a cornerstone of their corporate philosophy. Extremely difficult to achieve is the desired sustainability in the area of the energy supply — especially for craft breweries in North America — which intend to expect growth rates in the double-digit percentage range. For this reason, new plants are usually designed with large overcapacities. The real capacity utilization of the brewhouse often equals only a quarter of the maximum possible production capacity. These large overcapacities combined with the low energy prices result in a disadvantageous ROI, which makes it difficult to invest in a sustainable energy supply. Conventional solutions are not helpful here. New ways must be found.
When the right course is set in the planning of a new production plant, genuine energy sustainability is economically possible even for smaller craft breweries. The following article considers the corresponding modular concept using the example of a brewery with a 60-barrel (bbl) brewhouse, an initial production of 50,000 bbl per year and a final capacity of about 200,000 bbl per year.
Example of the Karmeliten Brewery: Target 99.6 percent lower CO2 footprint
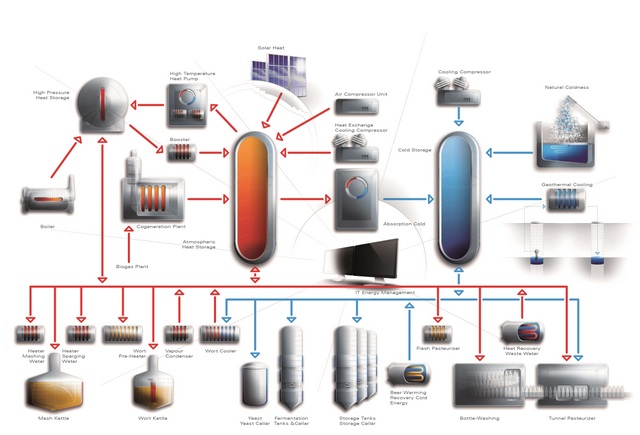
Ziemann Holvrieka has developed a modular energy concept together with the Karmeliten Brewery in Straubing, Germany, and other partners. This concept was implemented in stages in the family-owned brewery in Lower Bavaria, a plant, which corresponds exactly to the framework conditions mentioned in the introduction. The concept has been awarded several environmental and energy prizes in the last three years. The already implemented modules and the ones that are still in planning are shown in figure 1.
With the first step, the construction of the new brewhouse and the energetic optimization of the energy supply and periphery, the heat energy consumption was reduced by more than 30 percent compared to the old brewhouse, and the required electrical energy was reduced by about 10 percent. At the same time, the yield of beer wort increased by about 3 percent. Figure 1:
Modules |
Description | Responsible |
| Module 1 | New CASCADE brewhouse by ZIEMANN and energy recovery (implemented) | ZIEMANN HOLVRIKEA GmbH |
| Module 2 | Combination of micro gas turbine and heating boiler (implemented) | DÜRR / VIESSMANN |
| Module 3 | Use of natural cold ICE AGE by ZIEMANN (implemented) | ZIEMANN HOLVRIEKA GmbH |
| Module 4 | Absorption refrigeration machine (implemented) | TRANE-ROGGENKAMP |
| Module 5 | Storage of cooling energy in ice storage tanks (implemented) | TRANE-ROGGENKAMP |
| Module 6 | Power generation by photovoltaic system (implemented) | Local supplier |
| Module 7 | Data collection and analysis (implemented) | ZIEMANN HOLVRIEKA GmbH |
| Module 8 | Solar energy by means of Fresnel lenses (pending) | Industrial Solar |
| Module 9 | Use of biogas (pending) | NN |
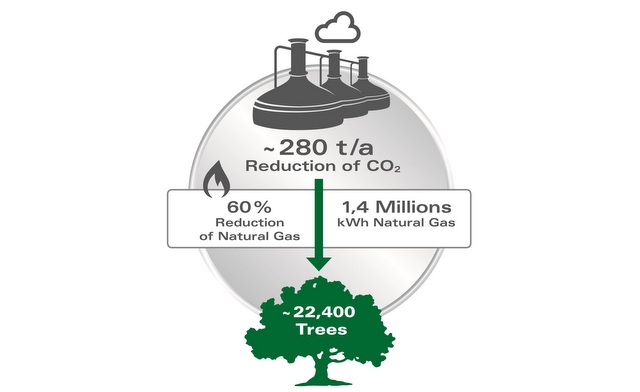
In total, the implementation of the modules (see fig. 1) of the overall concept saves about 280 tons of CO2 per year, which means about 1.4 million kilowatt hours of natural gas equivalent or about 60 percent of natural gas. This is about half of the CO2 emissions that the brewery caused before the restructuring measures and corresponds to about 22,400 trees that would have to be planted to absorb this CO2 load (fig. 2). But that is not all. Until the project is completed in 2018, the Karmeliten Brewery will reduce its CO2 balance by 99.6 percent through the use of biogas and will therefore almost equalize it.
Superheated water instead of steam in the brewhouse
As a first step on the way to genuine sustainability, the brewhouse must be designed for an operation with superheated water instead of steam. The additional investment costs are manageable for this brewhouse size. They amount to about five percent. In the early project phase, it is sufficient to design the superheated water network to the maximum production capacity. At a low plant utilization, production can be controlled in such a way that as few processes as possible with heating demand run in parallel. Depending on the planning, the superheated water volume in the pipe system could already be a sufficient buffer in this case. The heating boiler capacity can be designed accordingly.
As soon as production and heating demand increase, a heat storage system can be retrofitted. In addition to a high-temperature water tank operated under pressure, it is also possible, for example, to store heat in the form of molten salts. There are good reasons for this storage solution: Firstly, a significantly lower tank volume is required. Secondly, these tanks operate without pressure even at higher temperature levels. With latent storage of binary nitrate salts, for example, a melting and thus operating point of about 140° C (300° F) can be represented.
Combined heat and power generation as a central element
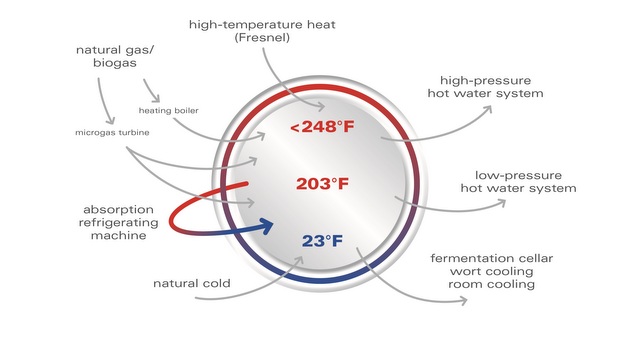
Such a heat storage effectively absorbs demand peaks and allows the use of alternative energy sources. This is primarily the power-heat coupling, for example, by means of a micro gas turbine. The Karmeliten Brewery was able to cut power peaks by 100 kilowatts. The CO2 footprint of the investment in Straubing shows an annual reduction of 143 tons of CO2 emissions. Together with the use of waste heat from the power generation, this results in a very high overall efficiency of cogeneration. Today, the Karmeliten Brewery covers 75 percent of the electricity consumption with its own electricity and 50 percent of the heat supply is provided by the exhaust gas of the turbine. These micro gas turbines are available on the market in many power stages and both heat- and power-driven.
Waste heat becomes useful cold
With regard to refrigeration, the brewery can start, as usual, with normal compression refrigeration machines. The storage system for cooling energy is ideally carried out with a latent storage vessel (ice storage) for the decoupling of refrigeration demand and generation. For the later expansion stage of process refrigeration, an absorption refrigeration machine is recommended, which can use the excess waste heat from the micro gas turbine and other waste heat sources at a temperature level of 90 to 95°C (194-203°F) and which can achieve temperatures of -5°C (23°F). From this expansion stage, the compression refrigeration machine is only required to cover peak loads.
By coupling the absorption refrigeration machine and the micro gas turbine, the Karmeliten Brewery converts about 70 percent of the annual 200,000-kilowatt hours of exhaust gas heat into process cooling energy. This corresponds to about 28 tons of CO2 saved per year. In addition, a solar system for power generation was installed on the roof of the brewery, which provides a peak power of 154 kilowatts. In regions with appropriate solar radiation, it would also be possible to generate high-temperature heating energy by means of the so-called Fresnel collectors.
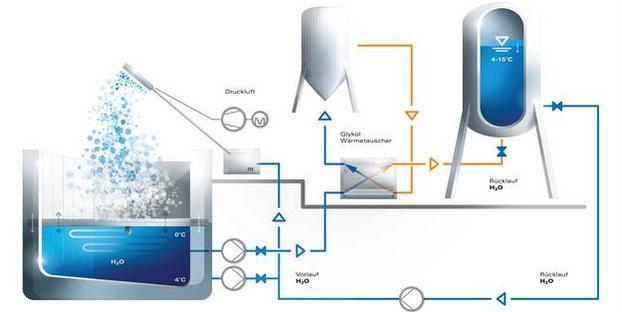
In the winter months, the Karmeliten Brewery also uses a natural refrigeration system. This system is based essentially on the artificial snow production known from the ski areas. With this, another 15 percent of the artificially generated cooling energy can be replaced by naturally generated cooling energy.
Six steps to the sustainability goal
In summary, the most important steps toward sustainability for a newly designed craft brewery are as follows:
- Reduction of primary energy consumption: energy-efficient plant technology to reduce the total evaporation, power consumption, etc. Consistent insulation to minimize radiation losses of heat and cold.
- Energy recovery from latent heat: condensation of vapor to produce hot water, condensing boiler, etc.
- Energy recovery from sensible heat: use of waste heat from liquids and gases by increasing the use of heat exchangers.
- Combined heat and power generation: the simultaneous generation and use of electricity and heat significantly increases the primary energy efficiency.
- Reduction of peak loads by automatic load shedding (load management) and energy storage.
Energy storage by means of phase changes (ice, salts) or in water tanks with different temperature levels. - Replacement of primary energy by sustainable energy sources. Use of wind, sun, cold …
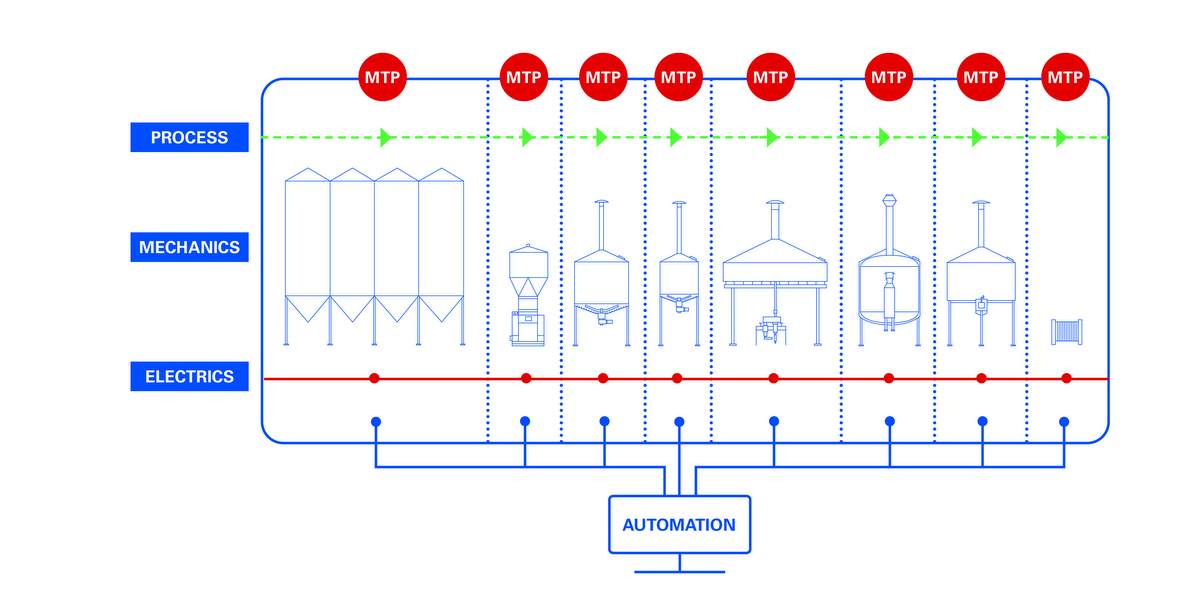
Figures 3 and 4 show how the different energy flows are linked together. In order to make the best possible use of the different types of renewable energy available, it is of course necessary to have the exact energy consumptions in the different process stages. On the other hand, it must be known from which regenerative sources and at which time energy can be obtained. These complex framework data must be recorded, evaluated and continuously analyzed in a superordinate processing and control logic.
Conclusion
The presented new and holistic energy supply allows craft breweries to keep the initial capex low and later to achieve high energy efficiency by gradually connecting “modules” with the regenerative production of heat, cold and electricity.
The decisive factor is that there is no ideal solution for all breweries. Therefore, it is not reasonable to optimize only the efficiencies of individual modules. Depending on the climatic zone, beer types, location of the brewery, etc., it is important to find the combination of modules, which achieves the best possible overall efficiency, thus allowing an economically and ecologically sustainable production.
The fact that this is possible, regardless of the size of the brewery, is shown impressively by a second example: the Cervecería Centroamericana in Guatemala. In a first expansion stage, the brewery will be equipped to produce another 3 million hectoliters of beer per year using superheated water instead of steam. The system is designed so that the existing plant with its annual capacity of 3 million hectoliters can be supplied with energy from the expansion stage at a later date.
Udo Funk is the sales director for North America at Ziemann Holvrieka Inc.



Leave a Reply
You must be logged in to post a comment.