

Getting beer to bottle is not as easy as it seems. Automated packaging requires transit — conveying, merging, diverting, picking, placing, transferring, orienting, stacking and every other gerund in between. As craft breweries grow, their bottling, canning and packaging lines will become interconnected chains of automated systems ranging from filling lines and labelers to bottle conveyors and case erectors. To brewers themselves, the automation of the packaging process can look a little like an ultra-complex Rube Goldberg Machine.
So, the first step is to sit down with experienced engineers like the folks I met at Garvey and identify exactly what you need. Today we’ll tackle automated conveyors and accumulation tables used for bottling and canning lines. Automated conveyor and accumulation systems can be used to divert bottles or cans from one filling or packing station to another.
“They can also accept a mass in-feed of products and multi-lane them to different destinations or single-file them through pressure or pressure-less combiners,” explained Jake Garvey, director of OEM sales for Garvey Corp., which supplies conveyors and accumulation tables for industries all over the world. “These systems can be very manual, where an operator loads empty bottles or cans onto the line and hand packs full bottles or cans off the line. They can also be fully automated with sophisticated sensor systems keeping things in check continuously. Speeds typically range from 30 to 75 ppm [products per minute] for hand-pack lines and 100 to 1,000-plus ppm for fully automated lines.”
“Sanitation can be an issue for bottling and canning lines,” Jake Garvey explained. “Many conveyor designs are available in stainless steel with wash down components. Ability to wash down conveyors after product spillage is important to prohibit mold and bacteria growth.”Bottling and canning lines and conveyors for brewhouses can vary greatly in size and scope depending on product, speed, automation, modularity and size. Here’s a simple example: Let’s say a brewery mass conveys empty bottles via a table top conveyor for single file conveying to the bottle rinser. They might follow that by conveying (by the neck ring of the bottle) to an air conveyor and into the filler. From the filler, full bottles might be conveyed on table top conveyors to the bottle inspection and coding areas, possibly providing mass accumulation. Then mass conveying might continue on mat-top conveyors to a wrap-around case packer or shrink wrap packer and finally to the palletizer on a case conveyor.
“When looking at a new automated conveyor system, brewers need to take into account the total throughput of the entire line,” Garvey explained. “And remember: Without proper accumulation, overall line thru-put will not be maximized. If all the machines are closely coupled together, when one machine goes down, the entire line shuts down. By having room for products to accumulate, you can keep the line running while you get the downed machine back on line.
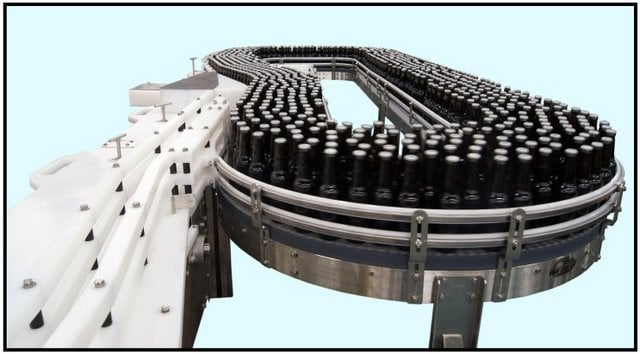
An accumulation table is just like it sounds. It’s where cans or bottles accumulate to decrease downtime, allowing upstream processes to continue if one is faster than the other or while changes, modifications or even repairs are made to downstream processes. There are as many varieties of accumulation tables as manufacturers — bi-directional accumulation tables, recirculating accumulation tables, and rotary unscramble single-filer accumulation tables. Accumulation tables can sometimes look like integrated cross-conveyor systems with guide rails that constantly circle products and at other times look like big conveyor trays where bottles and cans simply bump up against each other. Just peruse the unique styles right here.
“When designing a new line, there are some rules to live by,” Garvey said. “Determine the constraint [machine with the lowest throughput or the slowest]. In most cases, the slowest machine is known to be the filler. Place an accumulation table before and after the constraint machine. The Accumulation tables will act as buffers around the constraint, protecting it from the rest of the line. This will allow it to run at it’s highest possible efficiency. With proper accumulation, placed in the right areas, a 30 percent increase in daily production is not uncommon.”
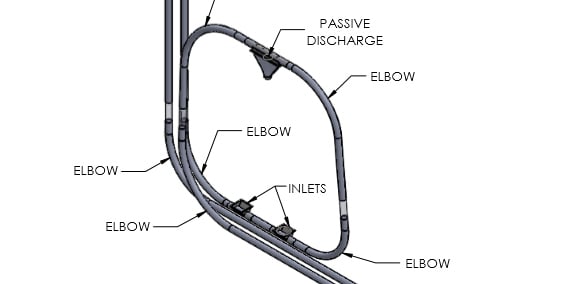
Pressure-less accumulation tables are important in the craft brewing industry, according to Garvey. For instance, the Infinity Accumulation Table by Garvey Corp. has a patented continuous loop technology that allows bottles and cans to accumulate without building up pressure, which means no jamming and no down or damaged products. “For glass bottles with nice labels, zero pressure accumulation is a must,” Garvey said.
As mentioned, conveyors and accumulation tables come in all shapes and sizes depending on a variety of factors. It’s the reason modular bottling and canning conveyors are very important to expanding breweries. Modular conveyor designs allow for layouts to change when new equipment is added.
“As the originators of modular conveyors, we have a lot of experience in developing product handling systems that can easily be modified when a change in the line is needed,” Garvey said.
How are all these conveying lines controlled? For packaging lines with a small number of conveyors, a locally mounted Variable Frequency Drive (VFD) typically controls the conveyors. A VFD allows an operator to manually adjust the speed of the conveyor. For larger high-speed packaging lines, a control panel with custom software and a touchscreen interface will be used to house all the VFDs and other control components. These systems have the ability to communicate with all the other machines on the line and adjust the conveyors according to the state of the overall line.
“There are a lot of options for bottle and can conveyors, packing stations and accumulation systems,” Garvey said. “My best advice is to make sure you do your research on the company you are buying from to make sure they are reputable and will be around to support your conveyors in the years to come. Many companies can develop and sell a cheap solution, but the longevity, replacement parts and support may not be there when it is needed. If a brewery is planning on being around for the long haul, it is always best to buy conveyor systems that can handle the task from a company that provides the expert support that is necessary to keep a line running.”
Price for conveyor systems is a difficult number to pinpoint. It all depends on the speed of the line and the layout. If a brewery is looking for a conveyor system for hand packing, that could be around $10,000. If they are looking for a 500- to 1,000-ppm bottling line, the cost could climb to $1 million. It all depends on how many bottles or cans per day the brewery would like to produce.
As the old saying goes, a chain is only as strong as its weakest link. Modern automated production lines are like chains in this way. If there is one bottleneck (i.e. constraint) in the line, that sets the pace for all others. Breweries will need to find a like-minded manufacturer whose mission is to maximize thru-put for increased profitability. Garvey’s philosophy is to “protect the constraint.” Accumulators and conveyors should shield the constraint from upstream and downstream interruptions, and in doing so, increase production in big ways. Garvey is an expert at this, and he offered these three other tips for brewers when it comes to conveyors and accumulators.
Transitions
“Transitions between conveyors and machines are often overlooked. Improperly installed or designed transfers can cause product jams and tipping, resulting in line stoppages and product damage,” Garvey said.
Sanitation
“Sanitation can be an issue for bottling and canning lines,” Garvey explained. “Many conveyor designs are available in stainless steel with wash down components. Ability to wash down conveyors after product spillage is important to prohibit mold and bacteria growth.”
Maintenance
“Preventive maintenance is important on all machines, including conveyor systems,” Garvey said. “Find engineers that have developed conveying and product handling machinery that can last for many years with minimal maintenance and wear. It is not uncommon for our machines to run in production lines for up to a decade before replacement parts or refurbishment is needed. Make sure the range of standard machines can handle virtually any type of product at a variety of speeds. Looking for reliable machines that are energy efficient, easy to adjust and clean provide a fast return on investment.”



More info on brewery packaging line equipment than you ever knew you needed to know via @CraftBrewingBiz: http://t.co/A10dz3LXpg
Jacob Garvey liked this on Facebook.
RT @garveycorp: Great article about accumulation and line efficiency featuring our very own @JakeGarvey! http://t.co/cNtSU4XVOI Thanks @Cra…
RT @garveycorp: Great article about accumulation and line efficiency featuring our very own @JakeGarvey! http://t.co/cNtSU4XVOI Thanks @Cra…
Great article about accumulation and line efficiency featuring our very own @JakeGarvey! http://t.co/cNtSU4XVOI Thanks @CraftBrewingBiz!
Packaging Equipment Reviewed: Conveying systems, accumulation tables http://t.co/GijxWkWEEM
Beer Packaging Equipment Reviewed: Conveying systems, accumulation tables http://t.co/O8nBnwjSaj via @craftbrewingbiz